Spis treści:

Filamenty do druku 3D – Rodzaje, charakterystyka i zastosowania
Kompleksowe spojrzenie na filamenty do druku 3D. Dobór materiału i tworzywa do drukarki to nie taka prosta sprawa. Pomoże Wam w tym nasze kompendium wraz z serią filmów – link znajdziecie w artykule.
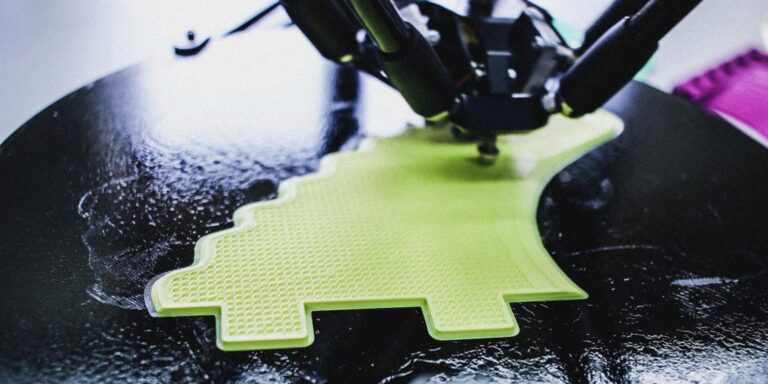
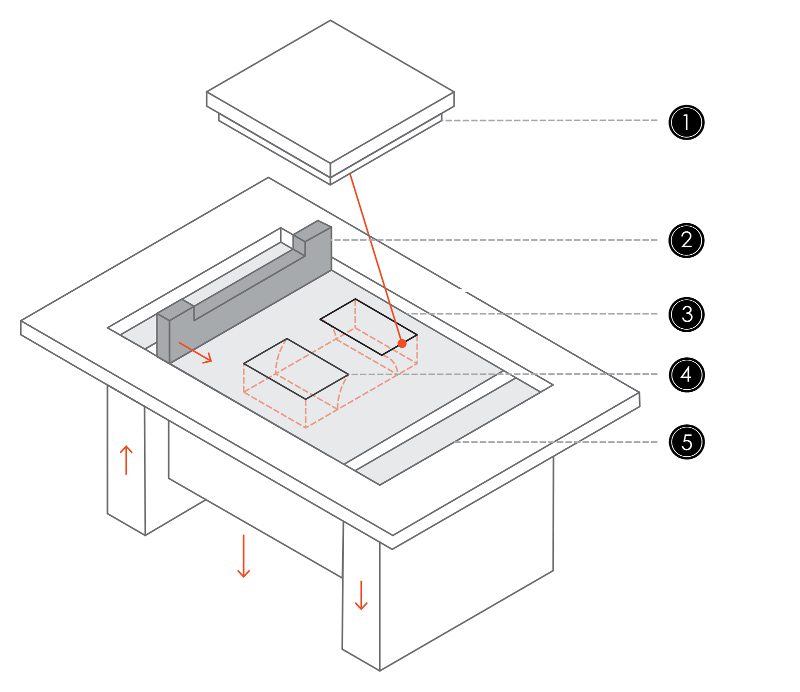
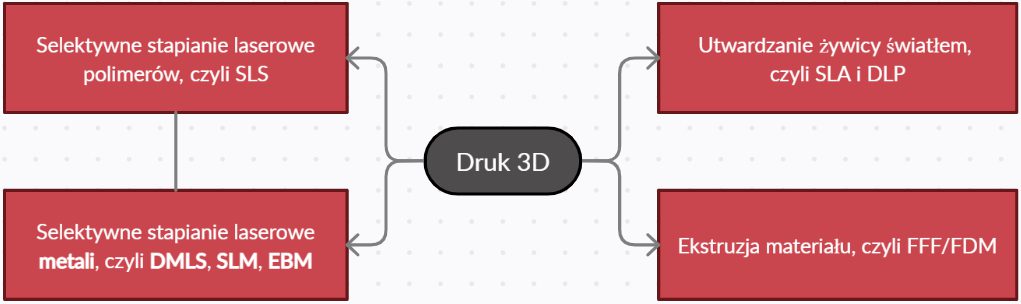
Czym jest druk 3D?
Chcesz zająć się drukiem 3D? Zajrzyj do nas, robimy to z wieloletnim doświadczeniem. Prawdziwy artykuł-start dla amatorów i przyszłych profesjonalistów.